

The Internet of Things (IoT) is reshaping how factories operate by connecting machines, sensors, and systems to enable smarter and more efficient operations.
Also known as Industry 4.0, the Industrial Internet of Things (IIoT) is a key driver of digital transformation in the manufacturing industry, enabling real-time data collection, automation, and predictive maintenance in connected factories.
In this guide, you’ll find a comprehensive overview of how manufacturing organizations can benefit from this new, more connected world.
How does IoT work in manufacturing?
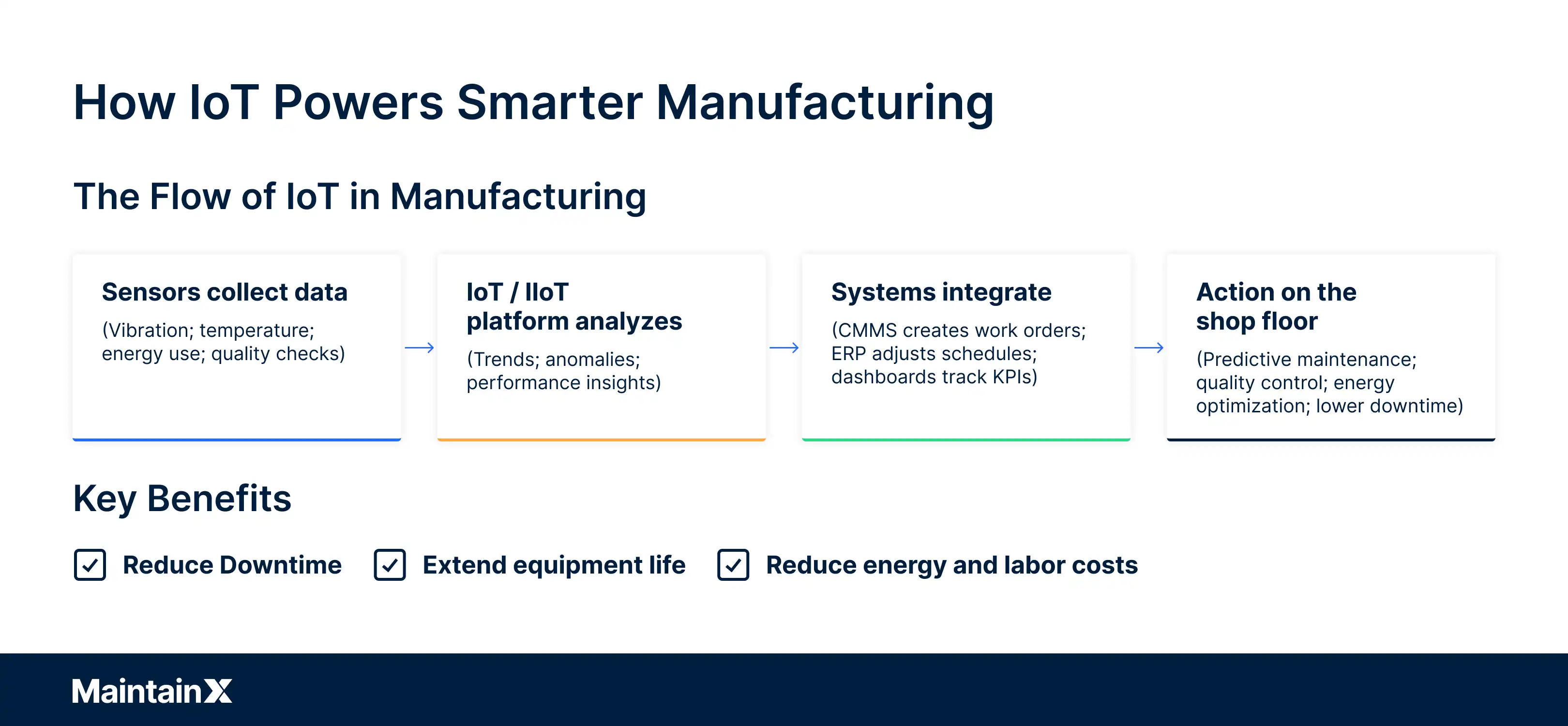
IoT in manufacturing works by using sensors to collect real-time equipment data. Connected devices and sensors generate device data that is processed and analyzed to drive improvements. This data flows into business systems, where you can use it to improve maintenance, efficiency, and production decisions.
A computerized maintenance management system (CMMS) uses IIoT data to generate work orders, plan preventive maintenance, and improve equipment efficiency. Enterprise resource planning (ERP) systems use it to adjust production schedules, manage inventory, and optimize resource allocation, processing the data collected from interconnected devices to enable better decision-making.
This end-to-end flow ensures that IoT data drives real, measurable action on the shop floor and across the business.
Key takeaways
- Most manufacturers are already experimenting with IoT, moving beyond pilots into plant-wide rollouts. IoT is quickly shifting from a “nice-to-have” to a baseline requirement for competitiveness.
- IoT drives measurable productivity gains and cost savings by cutting downtime, extending equipment life, improving quality, and reducing energy waste.
- Affordable sensors, edge computing, and cloud platforms now make IoT more accessible and easier to integrate with legacy equipment than ever before.
- Data security, interoperability, and skills gaps continue to slow adoption, meaning successful IoT initiatives require careful planning and cross-functional collaboration.
What types of IoT systems are used in smart factories?
Manufacturing plants typically use several types of sensors and equipment to gather data on operating conditions.
Data from these systems and sensors is the lifeblood of IoT for manufacturing. Running sensors and smart devices continuously lets you establish a baseline of performance under normal operating conditions. This, in turn, makes it easier for your team to identify issues before they lead to downtime.

How is IoT used for predictive maintenance?
In the manufacturing industry, IoT enables predictive maintenance by continuously monitoring equipment health and flagging trends that might not be noticeable otherwise. For example, IoT-enabled vibration sensors can detect minor anomalies in motor performance before they lead to downtime. This, in turn, helps prevent failures and significantly reduces maintenance costs.
How does IoT improve quality control and traceability?
IoT improves quality control by providing real-time data on production processes. Sensors can monitor variables, such as pressure, temperature, and humidity, to ensure products meet quality standards.
In manufacturing facilities, industrial IoT may also incorporate RFID tags and barcode scanners for traceability. Teams use this technology to track parts, products, and materials through each stage of production, reducing waste and simplifying recalls when necessary.
Ultimately, improved quality control and traceability through IoT lead to higher customer satisfaction.
How does IoT increase energy efficiency?
IoT-connected smart meters and energy monitoring sensors let you track real-time consumption of electricity, gas, water, and compressed air by equipment or system. With this data, you can make continuous adjustments to optimize performance.
Minor issues such as air leaks, idling machinery, or equipment running outside optimal load conditions may not lead to downtime, but they do cost your facility money over time through increased energy costs. IoT helps identify and correct these issues.
How does IoT reduce labor costs?
IoT eliminates manual work by automating data entry and other routine administrative tasks. Industrial automation enabled by IoT further reduces manual labor and administrative tasks, streamlining production processes. Additionally, IoT reduces the need for emergency repairs and unplanned downtime, meaning fewer overtime hours and less reactive labor.
The result is that labor costs go down and technicians can focus on high-value activities.


Case study: Bosch’s connected factories
At Bosch’s Blaichach plant in Germany, over 60,000 sensors and devices continuously monitor machine health, production parameters, and energy consumption, feeding real-time insights into predictive maintenance and process automation tools.
Since adopting IoT-enabled manufacturing, Bosch has reduced downtime by 25%, improved equipment availability, and optimized resource efficiency. At the company’s Homburg site, energy monitoring has helped cut power consumption by 40%, and saved roughly €800,000 annually.

Moving from preventive to predictive maintenance
While preventive maintenance schedules routine inspections at set intervals, predictive maintenance uses IoT sensor data to forecast equipment issues before they occur—helping you reduce downtime and optimize resources.
What are the main challenges of industrial IoT?
Industrial IoT offers significant opportunities, but manufacturers often run into several challenges during implementation.
Data security and privacy concerns
IoT runs on data, which introduces new security and privacy challenges. Data breaches can expose proprietary information, disrupt production integrity, and lead to regulatory noncompliance, making robust security measures essential for manufacturing operations.
To protect sensitive information and ensure compliance with data governance regulations, manufacturers need to implement robust cybersecurity measures, such as encryption, network segmentation, and access controls.
Integrating with legacy systems
Many factories still rely on older machines that were never designed to connect to the internet. Integrating IoT with these systems can be difficult due to differences in technology and communication protocols. While it is possible to bridge these gaps without completely overhauling existing infrastructure, legacy equipment does introduce another complication in the design and implementation phases of an IoT project.
Scalability and implementation costs
While IoT pilots often show quick wins, scaling solutions across an entire plant is a significant investment. Sensors, networking, and platforms, as well as ongoing software licensing, cloud storage, and training expenses, all drive up project costs.
Additionally, many manufacturers face a skills gap, as IoT initiatives require expertise that may not be readily available in-house.
Getting started with IoT: A simplified roadmap
Implementing IoT in a manufacturing facility can seem complex, but following a structured approach helps ensure real results while keeping systems secure and easy to manage. Here’s a simple, eight-step roadmap:
1. Set clear goals and metrics
Before adding any sensors, decide what you want to achieve. Are you trying to reduce unplanned downtime, improve overall equipment effectiveness, or save energy? Pick a few key metrics (like downtime hours or energy per unit) to measure success.
2. Take stock of assets and connectivity
Inventory your equipment. Which machines are already connected? Which will need sensors or retrofits? Note any gaps in data collection, and plan how to link older machines to your IoT system.
3. Prioritize high-impact use cases
Start small with applications that are easy to measure and offer quick wins. Some common use cases: monitoring motor vibration for predictive maintenance, checking bottleneck stations for quality issues, and tracking energy on high-use equipment.
4. Choose the right devices and platform
Select sensors and gateways that match your needs and ensure they can connect securely. Pick an IoT platform that integrates with your existing systems, provides dashboards and alerts, and can send information to your CMMS or ERP automatically.
5. Plan for security and governance
From day one, make sure your network is secure, devices are trusted, and access is controlled. Set clear rules for how data is stored, updated, and used, and train your team accordingly.
6. Integrate and automate workflows
Connect IoT data to your existing maintenance, production, and inventory systems. Define which alerts trigger which actions. For example, you can set up your CMMS to automatically create an inspection work order when a vibration sensor on a spindle detects levels above a given threshold.
7. Start small and measure results
Run a pilot with a few critical assets. Gather data, validate alerts, and ensure that workflows work as planned. Then, compare the results to your baseline and make adjustments.
8. Refine and scale
Analyze trends over time to improve thresholds, schedules, and predictive models. Once you’ve proven your approach, expand to additional machines or sites, and document best practices so they can be repeated easily across your operations.
Turn IoT data into action
With smarter, more connected facilities powered by IoT, manufacturers can enhance productivity, improve quality control, and reduce costs. IoT systems continuously monitor and document operational data, supporting proactive maintenance and ensuring regulatory compliance.
As you connect assets and start generating insights, you’ll need a system to turn IoT signals into action. MaintainX’s mobile-first CMMS integrates with both smart and legacy equipment, automatically creating condition-based work orders, attaching IoT data to asset histories, and providing technicians with mobile checklists to guide their work.
That’s how you bridge smart factory data with day-to-day maintenance execution. For examples and integration approaches, visit https://www.getmaintainx.com/use-cases/industrial-controls-and-iot.
FAQs
What are IIoT platforms, and how do they connect systems?
IIoT platforms act as the central hub for connected factories. They collect sensor data, analyze it, and share insights with systems like CMMS or ERP software to improve scheduling, inventory control, and maintenance planning.
How do predictive maintenance and automation tools use IoT?
Predictive maintenance tools use IoT sensors to spot early warning signs of equipment failure. Automation tools then trigger work orders, adjust schedules, or optimize machine settings, reducing downtime and labor costs.
What’s the process for connecting legacy manufacturing equipment to IoT devices?
Connecting legacy equipment to IoT devices involves assessing the existing infrastructure, selecting compatible IoT sensors and gateways, and integrating them with an IIoT platform. Middleware solutions can facilitate communication between old and new systems, enabling data exchange and interoperability.
Can IoT solutions integrate with mobile maintenance management apps for field technicians?
Yes, many IoT solutions integrate with mobile maintenance management apps like MaintainX. This integration lets field technicians receive real-time data and alerts on their mobile devices.
Which IoT platforms are most compatible with multi-site manufacturing operations?
IoT platforms that offer cloud-based solutions with scalable architecture are ideal for multi-site manufacturing operations. These platforms provide centralized monitoring, data analytics, and reporting capabilities, allowing manufacturers to manage operations across multiple locations from a single interface.
Which IoT sensors and devices are used in manufacturing plants?
Manufacturing plants use sensors that track vibration, temperature, pressure, energy use, and humidity. These devices provide real-time data on equipment health, helping teams prevent breakdowns and optimize performance.

The MaintainX team is made up of maintenance and manufacturing experts. They’re here to share industry knowledge, explain product features, and help workers get more done with MaintainX!


.webp)

.webp)