

Haas Automation CNC Horizontal Machining Center HS-7R
Need answers fast?
Explore the manual using AI.
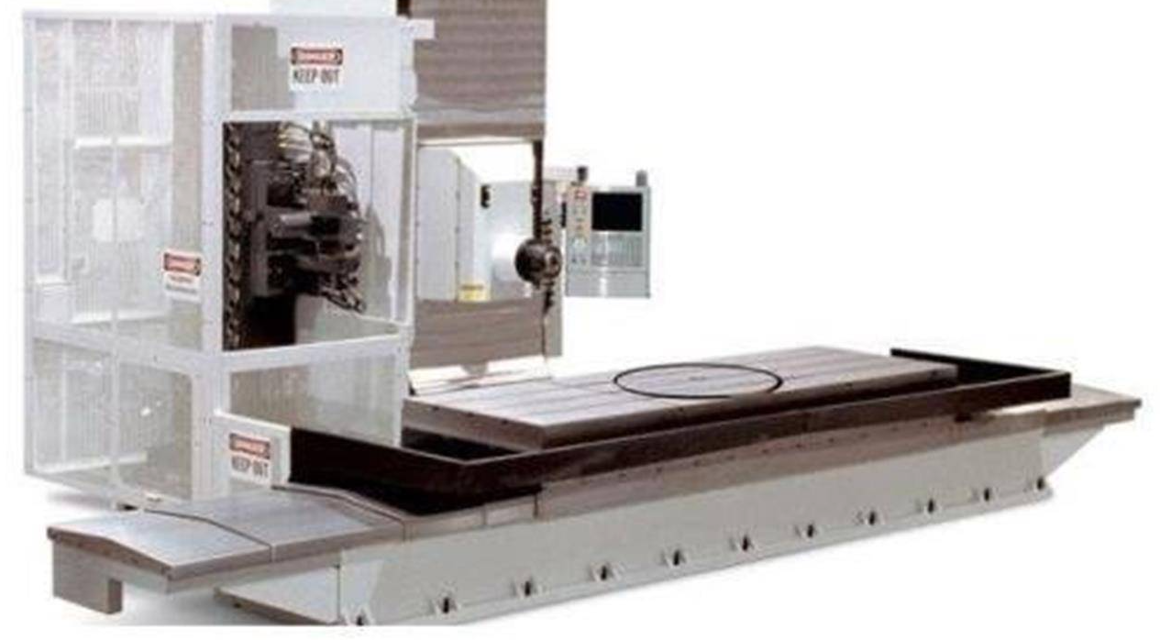
The Haas Automation CNC Horizontal Machining Center HS-7R is a robust and versatile machine designed for precision machining. With advanced features and reliable performance, the HS-7R is ideal for high-volume production environments, ensuring efficiency and accuracy in various machining tasks.
Turn manuals into instant answers
with your AI-powered assistantTurn manuals into instant answers
with your AI-powered assistant
Manual for Haas Automation CNC Horizontal Machining Center HS-7R
Complete asset maintenance, one click away
Get instant access to all the maintenance information you need. Empower technicians to perform preventive maintenance with asset packages, ready to use right out of the box.

Documents & Manuals
Find all the essential guides in one place.
 Tensioning Guide
Tensioning Guide- Belt-diagram
- C-120 pulleys
+ 13 more

Work Order Templates
Pre-built workflows to keep your asset running smoothly.
- Daily Electrical System Inspection
- Replace Roller and Pulley
- Install Engine B-120
+ 29 more

Procedures
Integrate maintenance plans directly into your work orders.
- Motion Industries
- Applied Industrial Technologies
- Electrical Brothers
+ 5 more

Parts
Access the parts list for your equipment in MaintainX.
- Drive Motor
- B2 Rollers
- Tensioning System
+ 40 more
Haas Automation CNC Horizontal Machining Center HS-7R
Create an account to install this asset package.
Maintenance Plans for Haas Automation CNC Horizontal Machining Center Model HS-7R
Integrate maintenance plans directly into your work orders in MaintainX.
6 Monthly CNC Horizontal Machining Center Maintenance
Replace coolant and thoroughly clean the coolant tank
Check all hoses and lubrication lines for cracking
Check the rotary A-axis. If necessary add oil (Mobil SHC-630). The correct oil level is halfway on the sight glass
Lubricate the following parts using red grease
Lubricate the Arm Shaft using Moly grease

2 Yearly CNC Horizontal Machining Center Maintenance
• Replace air filter on control box every 2 years.
• EC-400 Replace the Rotary A-axis oil
1. Remove the fourteen (14) BHCS on the right Z-axis way cover at the receiver end and slide it toward the column.
2. Remove the left Z-axis way cover: Jog the Z-axis all the way toward the column and rotate the H-frame 45° counter clockwise. Remove the thirteen (13) BHCS that fasten the waycover to the receiver and remove it through the door at the control pendant.
3. Disconnect the reservoir at the rotary indexer end and plug the end of the hose.
4. Remove the drain plug on the opposite side of the rotary indexer. Replug the hole when the oil has drained.
5. Remove the air escape hole plug on the side of the platter.
6. Fill the rotary table until oil begins to escape from the air escape hole and plug it.
7. Replace the reservoir hose and the way covers. Command the receiver 180° to 0° repeatedly for fifteen minutes.
1 Daily CNC Horizontal Machining Center Maintenance
Check coolant level
Check way lube lubrication tank level
Clean chips from way covers and bottom pan
Clean chips from tool changer
Wipe spindle taper with a clean cloth rag and apply light oil
Sign off on the daily CNC horizontal machining center maintenance
TSC Maintenance
Warning: This maintenance check requires trained personnel with PPE!
Check the dirt indicator on the 100-micron mesh filter with the TSC system running and no tool in the spindle. Is it in the red zone?
If the dirt indicator is in the red zone, change the element.
Clean the pump intake filter when indicator is in the red zone. Is it clean now?
After changing or cleaning filter elements, run TSC system with no tool in spindle for at least one minute to prime system.
Is the coolant level up?
Warning: Use of coolants with extremely low lubricity can damage the TSC coolant tip and pump.
Warning: Shortened pump life, reduction of pressure and increased maintenance are normal and to be expected in abrasive environments and are not covered by warranty.
Warning: Machining of ceramics and the like voids all warranty claims for wear and is done entirely at customer's risk.
Tool Changer Maintenance
Tool Pot Chain Tension
The tool pot chain tension should be checked regulary as a preventative maintenance procedure. Chain tension adjustment is performed in the lower left area of the magazine. Loosen the four 12x50 SHCS from the front of the magazine.
This will allow the plate to move. Loosen the hex lock nut on the shaft and tighten the shaft using the hex bolt. Lock in the adjustment with the hex lock nut, and retighten the four 12x50 SHCS. Tensioning will not change the indexed pot location, but check the alignment between the manual tool push cylinder and the tool pot.;
Parts for Haas Automation CNC Horizontal Machining Center HS-7R
Access the parts list for your equipment in MaintainX.
Pinion Gear (Hs3R)
20-6102
Push Block (Hs3R)
20-6005
Tube Backlash Adjuster (Hs3R)
20-6047
Cam Backlash Adjuster (Hs3R)
20-6048
Encoder Coupler Tube
20-6027
Pinion Gear (Hs3R)
20-6102
Push Block (Hs3R)
20-6005
Tube Backlash Adjuster (Hs3R)
20-6047
Cam Backlash Adjuster (Hs3R)
20-6048
Encoder Coupler Tube
20-6027
Pinion Gear (Hs3R)
20-6102
Push Block (Hs3R)
20-6005
Tube Backlash Adjuster (Hs3R)
20-6047
Cam Backlash Adjuster (Hs3R)
20-6048
Encoder Coupler Tube
20-6027
Unlock efficiency
with MaintainX CoPilot
MaintainX CoPilot is your expert colleague, on call 24/7, helping your team find the answers they need to keep equipment running.
Reduce Unplanned Downtime
Ensure your team follows consistent procedures to minimize equipment failures and costly delays.
Maximize Asset Availability
Keep your assets running longer and more reliably, with standardized maintenance workflows from OEM manuals.
Lower Maintenance Costs
Turn any technician into an expert to streamline operations, maintain more assets, and reduce overall costs.
Thousands of companies manage their assets with MaintainX

'%3e%3cpath%20fill='url(%23b)'%20d='M66.008%2080.068c-5.084-.786-9.763-3.834-12.442-8.68a16.942%2016.942%200%200%201-1.87-5.18c1.096.19%202.203.476%203.298.87%206.525%202.333%2010.836%207.68%2011.014%2012.99ZM51.47%2061.576c.488-5.524%203.62-10.716%208.847-13.597a17.132%2017.132%200%200%201%2011.335-1.882c-.798%208.145-7.43%2014.848-16.038%2015.599-1.417.119-2.799.07-4.144-.12Zm28.564-11.478a17.513%2017.513%200%200%201%203.727%204.62c4.608%208.335%201.584%2018.813-6.75%2023.409a16.988%2016.988%200%200%201-4.359%201.679%2019.624%2019.624%200%200%201-3.977-12.776c.346-7.561%204.942-13.931%2011.36-16.932Z'/%3e%3cpath%20fill='%23110F0D'%20fill-rule='evenodd'%20d='M142.831%2048.324h4.977V77.03h-4.977V48.324Zm27.278%2013.002c.322%201.048.453%202.263.453%203.62v12.073h-4.787V66.208c0-.75-.047-1.572-.154-2.143-.453-2.382-1.822-3.572-4.215-3.572-2.31%200-3.882%201.274-4.43%203.476-.143.596-.226%201.405-.226%202.25v10.8h-4.787V56.623h4.477v2.989c1.536-2.5%203.906-3.43%206.371-3.43%203.488%200%206.263%201.68%207.298%205.144Zm24.636%207.323c0%203.882-2.358%206.525-5.763%207.727-1.298.453-2.632.643-4.62.643h-10.169V48.324h9.085c1.691%200%203.156.143%204.049.38%203.465.93%205.727%203.68%205.727%207.335%200%202.441-.81%204.156-2.762%205.644%202.905%201.417%204.453%203.727%204.453%206.966Zm-15.634-8.656h4.584c1.024%200%201.917-.143%202.536-.417%201.215-.548%201.905-1.608%201.905-3.167%200-1.548-.643-2.572-1.845-3.132-.691-.31-1.762-.452-2.763-.452h-4.417v7.168Zm10.716%208.465c0-1.536-.893-3.37-3.227-3.893-.428-.095-1.036-.143-1.571-.143h-5.918v8.085h5.501c.56%200%201.429-.048%201.953-.167%201.94-.453%203.262-1.846%203.262-3.882Zm47.747-11.847-8.097%2020.408h-4.429l-8.109-20.408h5.191l5.192%2014.574%205.108-14.574h5.144Zm-20.218%2010.002c0%20.69-.036%201.262-.155%201.94h-15.943c.631%202.87%202.714%204.728%205.882%204.728%202.131%200%203.607-.882%204.703-2.525h4.87c-1.762%204.144-5.204%206.692-9.657%206.692-6.084%200-10.537-4.858-10.537-10.49%200-6.108%204.524-10.776%2010.335-10.776%206.239%200%2010.442%204.954%2010.502%2010.43Zm-4.763-1.405c-.333-2.846-2.643-4.858-5.691-4.858-2.894%200-5.287%201.929-5.621%204.858h11.312Zm-72.667%203.44c0%204.787-3.287%208.371-9.419%208.371H119.363V64.66c-1.917.274-3.87.69-5.811%201.238l4.537%2011.121h-5.418l-3.596-9.585c-5.144%202.084-10.085%205.216-14.217%209.585h-4.786L101.8%2048.312h4.56l5.68%2013.883a44.112%2044.112%200%200%201%207.323-1.774V48.312h9.084c1.703%200%203.156.143%204.061.393%203.453.929%205.727%203.667%205.727%207.323%200%201.917-.738%204.179-2.81%205.691%203.06%201.56%204.501%204.025%204.501%206.93Zm-15.634-8.667a62.664%2062.664%200%200%201%202.06-.036c1.703.012%203.239.131%204.608.37%201.441-.549%202.357-1.727%202.357-3.537%200-1.941-.881-3.144-2.488-3.667-.548-.18-1.358-.286-2.322-.286h-4.215v7.156Zm-16.55%203.905-3.715-9.894-6.394%2016.502c2.833-2.595%206.263-4.858%2010.109-6.608Zm27.254%204.74c0-2.775-3.131-4.347-8.513-4.418-.715%200-1.441.011-2.191.047v8.252h5.918c2.548%200%204.786-1.37%204.786-3.882Z'%20clip-rule='evenodd'/%3e%3c/g%3e%3cdefs%3e%3clinearGradient%20id='b'%20x1='51.47'%20x2='85.916'%20y1='62.946'%20y2='62.946'%20gradientUnits='userSpaceOnUse'%3e%3cstop%20stop-color='%23CD9F28'/%3e%3cstop%20offset='1'%20stop-color='%23ECD80B'/%3e%3c/linearGradient%3e%3cclipPath%20id='a'%3e%3cpath%20fill='%23fff'%20d='M51.47%2045.728h186.104V80.14H51.47z'/%3e%3c/clipPath%3e%3c/defs%3e%3c/svg%3e)









More from Haas Automation














Explore Other Assets





















© 2026 MaintainX. All rights reserved.